






SCM STARTECH CN PLUS R универсальный сверлильно-присадочный станок с ЧПУ, пазовой пилой и фрезером



SCM STARTECH CN PLUS R универсальный сверлильно-присадочный станок с ЧПУ, пазовой пилой, фрезерным узлом, фиксированным порталом и подвижной заготовкой, предназначен для следующих видов обработки: вертикальное и горизонтальное сверление, распил встроенной пилой, вертикальное фрезерование общего характера
Описание сверлильно-присадочного станка с ЧПУ SCM STARTECH CN PLUS R:
ОСНОВНЫЕ ПРЕИМУЩЕСТВА
– ПРОСТОТА И ГИБКОСТЬ, никакой необходимости вмешательства оператора для оснащения рабочего стола, возможность исполнения таких обработок, как сверление, пропилы и вертикальное фрезерование
– КОМПАКТНОСТЬ, крайне небольшие габариты станка
– ВЫСОКИЕ ХАРАКТЕРИСТИКИ простота пользования и харак-теристики высшего уровня
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Обрабатывающий центр с числовым программным управлением, фиксированным порталом и подвижной заготовкой, предназначен для следующих видов обработки:
- вертикальное сверление по пласти панели
- горизонтальное сверление по всем четырём боковым сторонам
- распил встроенной пилой по направлению "X"
- вертикальное фрезерование общего характера
Станина и рабочий стол
Конструкция из стальных пластин, сваренных между собой для создания широкой и жёсткой опоры, на которой устанавливаются рабочие столы. Электрошкаф, встроенный в станину. Рабочий стол из фенолистого материала с пазами, позволяющими производить сквозное сверление.
Стойка
портальная структура из стальных коробчатых профилей, несущая основную рабочую голову.
Рабочая голова
представляет собой сверлильную голову с 8 вертикальными и 6 горизонтальными шпинделями и встроенной пилой + вертикальный электрошпиндель (верс. R) с ручной сменой инструмента
Перемещение детали и рабочая голова
Обрабатываемая деталь фиксируется интеллектуальным зажимом, управляемым непосредственно ЧПУ, который последовательно позиционируется под рабочей головой для исполнения требуемых обработок.
Перемещения по осям X, Y и Z производится во линейным призматическим направляющим при помощи линейных подшипников с бесконечной шариковой опорой.
Привод в движение производится при помощи ходовых винтов и предварительно нагруженного червячного редуктора с бесконечной шариковой опорой.
Позиционирование групп и управление событиями станка исполняются при помощи технологии цифрового управления бесколлекторными двигателями.
СИСТЕМА УПРАВЛЕНИЯ ЧПУ
Система управления представляет собой ЧПУ, предназначенное для сверлильно-фрезеровальных станков и устанавливаемое на Персональный Компьютер.
Офисный ПК со станочным программным интерфейсом "Hicam" Основные характеристики программного обеспечения "Hicam" Программирование
– параметрическое программирование (за исключением программ, в которых предусмот-рена
задняя калибровка панели) с графическим отображением
– импорт файлов в формате DXF и ASCII (2D) (“Maestro cnc”)
– автоматическая оптимизация сверления
Включены также
– он-лайн калькулятор с прямой передачей данных в программу (“Maestro cnc”)
– использование штрих-кодов с уже встроенным программным обеспечением
– самодиагностика с сигнализацией ошибок и неисправностей с сообщениями на разных языках
– пошаговое исполнение программы в режиме ручных команд (кроме фре-зерования)
Конфигурация
– интерфейс оператора на языке пользователя
– графическое отображение конфигурации головы
– возможность регулировки скорости работы и позиционирования при помощи потенциометра
НОРМЫ БЕЗОПАСНОСТИ
Станок в своей базовой конфигурации уже включает системы безопасности согласно нормативам, действующим в странах, где они требуются.
ПРИМЕЧАНИЯ
Запрещается обрабатывать панели, характеристики которых выходят за пределы указанных размеров.
Станок может обрабатывать только панели, длинная сторона которых расположена по направлению "X" системы координат станка.
Для горизонтальных обработок деталей шириной менее 121 мм инструментами №62 или №63 невозможно гарантировать точность отверстий, так как она ограничена точностью детали.
Возможность обработки фигурных деталей должна быть определена на этапе заключения контракта.
Оснащение
startech cn plus R - конфигурация для исполнения сверления и фрезерования
ХАРАКТЕРИСТИКИ ИНСТРУМЕНТОВ
- горизонтальное сверление по оси “X” до минимальной координаты 11 мм по оси "Y"
- пропилы пилой до минимальной координаты 120 мм по оси "Y" при максимальной глубине прохода; от 60 мм до 120 мм при максимальной глубине 4 мм
- максимальная глубина при вертикальном сверлении 30 мм
- максимальная глубина при горизонтальном сверлении относительно поверх-ности панели (сторона №1): 30 мм
- сквозное сверление панелей толщиной до 22 мм свёрлами диаметром 8 мм и тол-щиной 20 мм свёрлами 10 мм
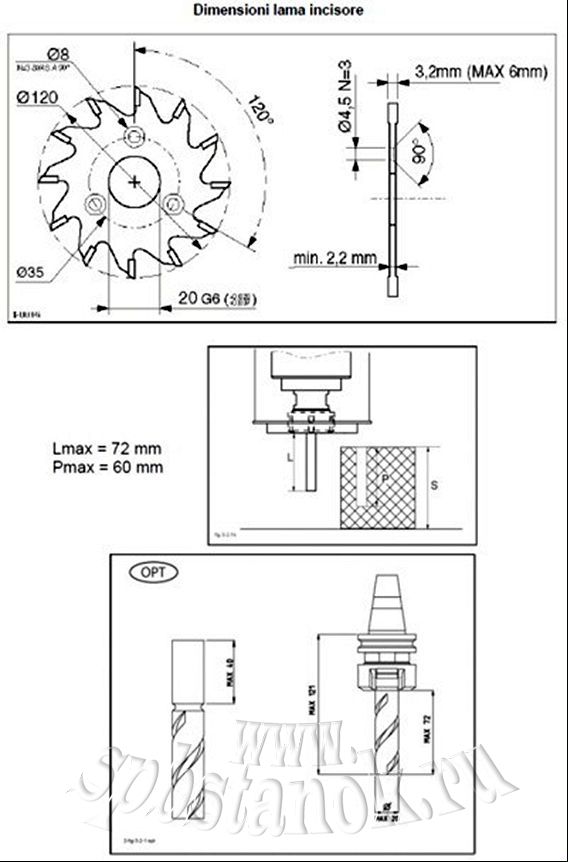
- группа встраиваемой пилы со следующими характеристиками:
- Скорость вращения = 5500 об/мин.
- Крепление инструмента = Отверстие 20 мм
- Пила = максимальный диаметр 125 мм; максимальная толщина 6 мм
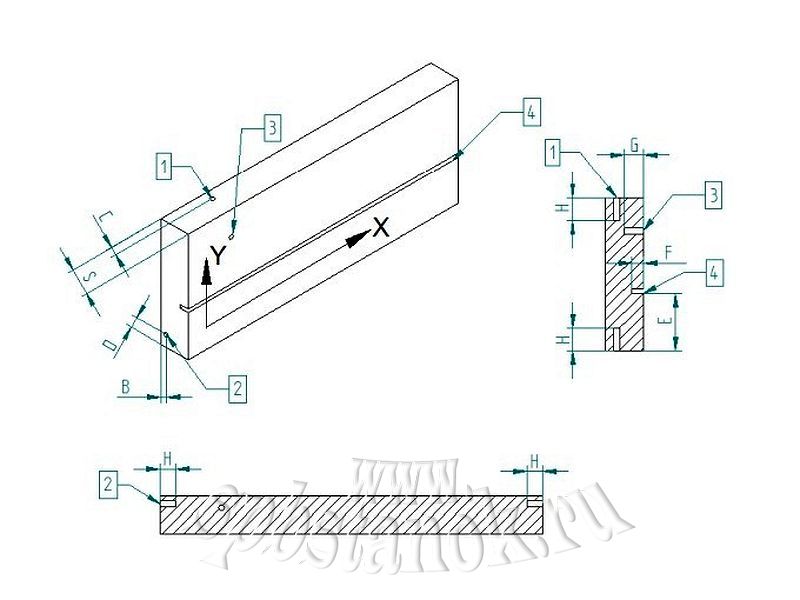
S = толщина панели
B ≥ 2+(Диаметр сверла/2 ) (для S < 32 мм)
B ≥ S - 30 мм (для S ≥ 32 мм)
C ≥ 2+ (Диаметр сверла/2 ) (для S < 32 мм)
C ≥ S - 30 мм (для S ≥ 32 мм)
D ≥ 11 мм E ≥ 120 мм F ≤ 20 мм
G ≤ Длина сверла - 25 мм
H ≤ Длина сверла - 20 мм
SCM STARTECH CN PLUS R универсальный сверлильно-присадочный станок с ЧПУ, пазовой пилой и фрезером технические данные
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
STARTECH CN PLUS R |
|
|
ОСИ |
||
|
Макс. длина обрабатываемой панели |
мм |
3.050 |
|
Мин. длина обрабатываемой панели |
мм |
200 |
|
Макс. ширина обрабатываемой панели |
мм |
900 |
|
Мин. ширина обрабатываемой панели |
мм |
80 |
|
Макс. толщина обрабатываемой панели |
мм |
60 |
|
Мин. толщина обрабатываемой панели |
мм |
10 |
|
Макс. скорость по оси X |
м/мин |
40 |
|
Макс. скорость по оси Y |
м/мин |
40 |
|
СВЕРЛИЛЬНАЯ ГОЛОВА |
||
|
Вертикальные шпиндели |
8 шт. (5 по X - 3 по Y) |
|
|
Горизонтальные шпиндели |
6 шт. (2 +2 по X - 2 по Y) |
|
|
Мощность двигателя вращения шпинделей |
кВт (л.с.) |
2,2 (3) |
|
Скорость вращения шпинделей |
об/мин. |
4.200 |
|
Встроенная дисковая пила с фиксированным направлением по |
X |
|
|
Максимальный диаметр пильного диска |
мм |
125 |
|
Скорость вращения пильного диска |
об/мин. |
5.500 |
|
ЭЛЕКТРОШПИНДЕЛЬ |
||
|
Мощность |
кВт (л.с.) |
5,5 |
|
Скорость мин./макс. |
об/мин. |
1.000/18.000 |
|
Смена инструмента |
ручная |
|
|
Макс. диаметр инструмента |
мм |
20 |
|
УСТАНОВОЧНЫЕ ДАННЫЕ |
||
|
Расход сжатого воздуха |
Нл/мин. |
50 |
|
Расход воздуха аспирации |
м3/ч |
1900+540+1200 (+540 верс. R) |
|
Скорость вытяжки воздуха |
м/с |
30 |
|
Установленная мощность |
кВА |
15,2 – (20,7 верс. R) |
|
Диаметр вытяжных патрубков |
мм |
150+120+80 (+80 верс. R) |





